
Spindelstock an der Drehmaschine ausrichten
Als ich vor einiger Zeit meine neue Drehmaschine HBM CQ6128 abholte, stand ich
zu Hause vor dem Problem, das Ding (180 KG) halbwegs vernünftig in den
Hobbykeller zu bekommen. Und das wenn möglich ohne schwere Verletzungen
oder Schäden am Haus.
Einzige Möglichkeit: Maschine komplett zerlegen und im Keller wieder zusammensetzen.
Das funktionierte auch wunderbar, nur mußte ich dann natürlich alles
wieder neu ausrichten und einstellen. Nun wollte ich mir nicht unbedingt eine
Meßwelle für die Einstellung des Spindelstocks kaufen, schließlich
kostet so ein Teil locker mal ein paar hundert Euro. Manche Kollegen meinen
zwar, ohne Meßwelle geht das Ausrichten nicht, aber das konnte ich nicht
so recht glauben. Also etwas im Internet gesurft und schon hatte ich von einigen
englischen Homepages einige ganz brauchbare Informationen. Dann noch ein paar
eigene Überlegungen dazu gemixt und schon war mir die Sache klar.
Um es vorwegzunehmen: Es funktioniert ausgesprochen gut. Und weil ich mittlerweile schon öfter auf diese Sache angesprochen worden bin, habe ich mich entschlossen, das ganze jetzt mal zu "veröffentlichen", damit auch andere mit einer demontierten Drehmaschine nicht im Regen stehen.
Hinweis:
Natürlich gilt diese Anweisung nur unter der Vorraussetzung,
daß das Drehbankbett wirklich gerade ist und die Führungen und die
Spindellager nicht verschlissen und spielfrei eingestellt worden sind!
Auch sollte die Drehmaschine schon sauber gerade ausgerichtet sein und stabil stehen!
Außerdem sollte alles vom Spindelstock
abmontiert sein, was irgendwelche Druck-oder Zugkräfte auf den Spindelstock
wirken läßt. Also alle Keilreimen, Zahnräder oder Blechverkleidungen
abmontieren. Der Spindelstock sollte sich nach dem Lösen der Befestigungsschrauben
relativ frei bewegen lassen!
Schritt 1
Höhen-und Seitenabweichung des Spindelstocks feststellen
Also, zuerst mal überprüfen, ob Spindelstock und Reitstock eine Höhe haben. Dazu jeweils eine feste Spitze in die Spindelbohrung und eine in die Reitstockbohrung einsetzen. Dann die Spitzen fast ganz gegeneinander fahren > < und am besten mit einer kleinen Lupe Höhen-und Seitenabweichung überprüfen. Das funktioniert nach dieser Methode sogar so gut, daß man Unterschiede im Hunderstelbereich wahrnehmen kann.
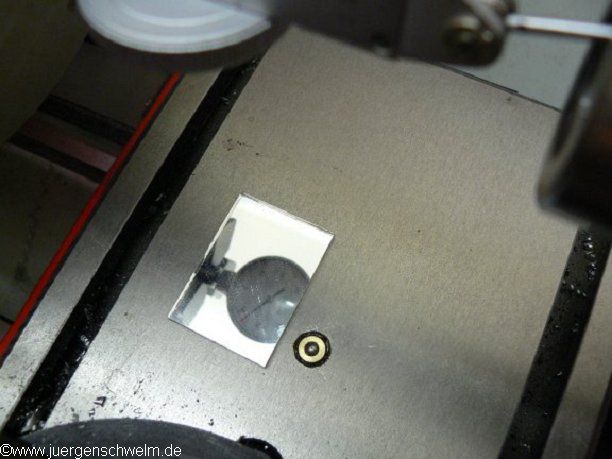
Wenn sich jetzt schon Unterschiede in der Höhe zeigen, anschließend
einen Meßtaster in Drehbankfutter und mit der Meßspitze im Reitstockkonus
die Abweichung durch Drehen des Futters von Hand ausmessen.
Die Meßuhr läßt sich auch von unten mit Hilfe eines kleinen
Spiegels einfach ablesen.
(Zur Not mal bei der Frau oder Freundin
im Schminkköfferchen suchen ![]() )
)
Wenn der Spindelstock zu niedrig ist, muß dieser mit Blechen unterlegt
werden.
Ein Abschleifen des Reitstocks halte ich hier für unangebracht!
Diese Bleche gibt es beim Werkzeugfachhandel
mit Dickenabstufungen im Hunderstelbereich.
Stichwort: "Hasbergfolie!"

Bei meiner HBM liegt der Spindelkopf glücklicherweise nur auf den flachen Stellen des Drehbankbettes auf. Die V-Nut ist nur freigefräst. Das vereinfacht natürlich das Ausrichten. Allerdings sollte man auch annehmen, das bei Maschinen, wo der Spindelkopf mittels der V-Nut geführt wird, schon alles in Ordnung ist... Hoffentlich!

Wenn der Reitstock zu niedrig ist, müssen die Bleche im Reitstock zwischen Ober-und Unterteil des Reitstocks angebracht werden.
Wenn beides gleich hoch ist: Glück
gehabt!
Seitliche (Horizontale) Abweichungen können zum Schluß durch seitliches
Verschieben des Reitstockoberteils eingestellt werden.
Schritt 2
Vertikale und Horizontale Ausrichtung des Spindelstocks ermitteln und korrigieren
Es ist eigentlich leichter als man
denkt.
Was braucht man?
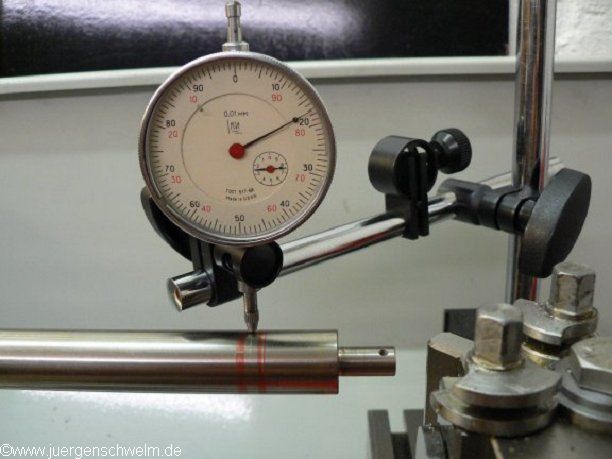
Ein Stück Rundmaterial mit ca. 300-400mm Länge; das sollte allerdings wirklich rund sein.
Ob es aber krumm ist, spielt keine Rolle!
Dann noch eine Meßuhr mit Magnetständer.
Ein normales Dreibackendrehfutter anschrauben.
Auch hier spielt der Rundlauf keine Rolle!
Ich gehe jetzt mal davon aus, daß der Spindelstock jetzt schon in der Höhe stimmt.
Alle Befestigungsschrauben GLEICHMÄSSIG
festziehen, am besten mit einem Drehmomentschlüssel.
Die Welle in Futter einspannen und mit einem Filzstift 2 Postionen markieren.
Eine Position vorne am Futter, eine ca. 250-300mm vom Futter weg.
Das ganze Verfahren beruht auf der Tatsache, daß die Spindel einer Drehmaschine immer einen Drehmittelpunkt hat. Und diesen kann man auch einfach ausmessen, selbst wenn eine eingespannte Welle exzentrisch um diesen Mittelpunkt rotiert. Die Abweichungen vom Mittelpunkt werden einfach rausgerechnet.
Auch die
Exzentrizität des Futters hat auf diese Messung keinen Einfluss, das möchte
in noch mal ausdrücklich betonen!
Vertikale Ausrichtung:
Meßuhr mit Ständer auf
dem Plansupport stellen.
Meßuhr dann in der ersten Position am Futter auf die Mitte der Welle ausrichten.
Plansupport klemmen!
Nun die Spindel von Hand drehen und die Meßuhr beim kleinsten Wert auf
NULL stellen.
Jetzt darf weder die Meßuhr noch der Planschlitten mehr verstellt werden!

(Nullstellen an Meßpunkt 1- Minimalwert!)
Jetzt sieht man schon, daß
die Welle und das Futter richtig eiern!
Macht aber nichts ![]()
Deswegen auch eine normale Meßuhr, der Meßweg ist größer
als beim
Meßtaster. Ich persönlich finde die Einteilung mit mm und 1/100 Zeiger
etwas hilfreicher beim Rechnen.
Nun die Spindel von Hand um 360°
drehen. Minimal und Maximalwert notieren.
Hier z.B. 2,00mm und 2,08mm

(Maximalwert
an Meßpunkt 1)
Jetzt den Support zum zweiten Meßpunkt fahren.

(Minimalwert
an Meßpunkt 2)
Auch hier wieder die Spindel um 360° drehen und die Werte notieren.
(Maximalwert an Meßpunkt 2)
Man merkt auch, daß die Welle hier schon sehr viel mehr schlägt!
Werte z.B. 1,88mm und 2,18mm
Hier mal als simple Grafik:
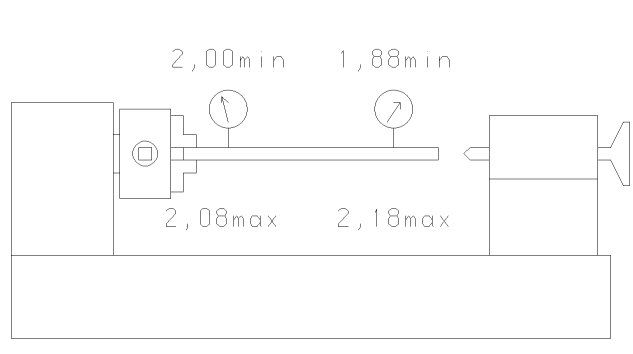
Jetzt wird gerechnet:
Und zwar einfach der Mittelwert für
beide Meßpunkte:
Meßpunkt 1: (2,00+2,08)/2 = 2,04 mm
Meßpunkt 2: (1,88+2,18)/2 = 2,03 mm
Differenz = 0,01 mm
Das bedeutet also, daß der
Spindelstock ganz leicht nach vorne
geneigt ist. Durch Unterlegen von Feinblechen am vorderen
Ende des Spindelstocks kann man Ihn dann vertikal ausrichten.
Wenn Meßpunkt 2 größer als Meßpunkt 1 wäre, natürlich
hinten unterlegen.
Bei diesem Beispiel mit 1/100 Unterschied muß man sich allerdings schon
überlegen, wie genau es werden soll, im µ-Bereich wird es immer aufwendiger.
Diese Prozedur mit Messen und Unterlegen
wird solange wiederholt,
bis es paßt.
Horizontale Ausrichtung:
Hier wird genauso verfahren wie bei
der vertikalen Ausrichtung.
Mit dem Unterschied, daß die Meßuhr von der Seite an die Welle
gesetzt wird. Auch braucht man hier nichts unterlegen, sondern
den Spindelstock nur mit leichten Schlägen mit dem GUMMIHAMMER seitlich
ausrichten. Dazu dürfen allerdings die Befestigungsschrauben
nicht allzu fest, aber trotzdem gleichmäßig angezogen sein.

(Nullstellen an Meßpunkt 1)
Meßwert : 2,00mm

(Maximalwert an Meßpunkt 1)
Meßwert : 2,07mm

(Minimalwert an Meßpunkt 2)
Meßwert : 1,89mm

(Maximalwert an Meßpunkt 2)
Meßwert : 2,20mm
Jetzt wird wieder gerechnet:
Meßpunkt 1: (2,00+2,07)/2
= 2,035 mm
Meßpunkt 2: (1,89+2,20)/2 = 2,045 mm
Auch hier sieht man nur eine relativ
kleine Abweichung vom Ideal
Durch leichte Hämmerschläge kann man jetzt den Kopf horizontal ausrichten.
Anschließend kann der Spindelstock endgültig festgezogen werden,
am besten mit einem Drehmomentschlüssel.
Dann nochmal alles nachmessen!
Schwierig wird es nur, wenn der Spindelstpck mit einer V-Nut im Bett geführt
wird, dann ist seitliches Ausrichten fast nur durch Nacharbeiten der V-Nut möglich.
Schritt 3
Reitstock horizontal ausrichten:
Ganz zum Schluss kommt der Reitstock dran. Dazu wieder den Meßtaster ins Futter spannen, den Morsekegel des Reitstocks auf seitliche Abweichungen prüfen und durch die seitlichen Schrauben einstellen.

Ganz zum Schluß kann man natürlich
noch ein Rundmaterial einspannen und längs überdrehen. Wenn die Einstellungen
korrekt sind (Und der Drehstahl nicht zu sehr drückt!) sollten auch hier
keine Durchmesserabweichungen mehr feststellbar sein.