Trittbretter für ein BMW Gespann
Vor einiger Zeit fragte mich ein guter Freund (BMW-Fahrer), der in einem BMW-Forum aktiv ist, ob ich nicht für einen seiner Forumskollegen ein paar Trittbretter im BMW-Zylinderkopfdesign anfertigen könnte.
Die Mitglieder dieses Forums bauten nämlich für besagten Kollegen gerade eine BMW auf Beiwagenbetrieb um, weil er aus gesundheitlichen Gründen keine Solomaschine mehr fahren konnte.
Ok, da war gar kein langes Überlegen angesagt, die Teile passten von der Größe auf meine Maschinen und waren interessant genug von der Aufgabenstellung, also an Werk...
WIE interessant, sollte
ich später noch merken ![]()
Zuerst die groben Arbeiten

Breite Nut in die Mitte - der Messerkopf hat endlich mal wieder Futter..

Dann die seitlichen Nuten
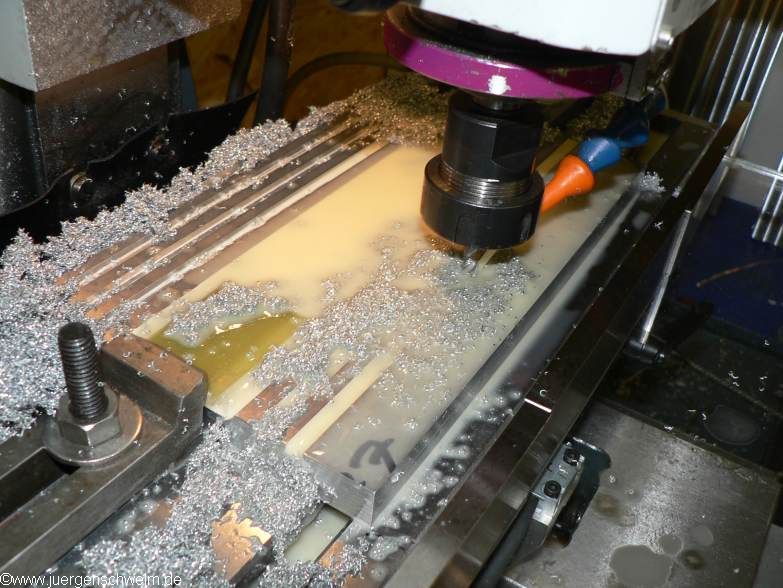
Hier mit Schwimmbad - Übrigens auch eine der Situationen, wo ich absolut dankbar für meine Vorschubeinrichtung bin. Die ganzen Strecken mit der Hand zu kurbeln, ist grausam.

Um die Radien sauber zu fräsen, habe ich mir eine spezielle Aufspannplatte für den Teilkopf angefertigt.

Hier nochmal ohne Werkstück.
Und dann kam es - ich
hatte das Programm für den BMW Schriftzug schon fertig geschrieben, aber
leider war absolut keine Zeit, die Werkstücke auf meine Firmenwabeco zu
spannen und (mal eben) den Schriftzug zu fräsen ![]()
Also habe ich das "BMW" nach alter Sitte mit viel Rechnerei und Teilkopf von Hand auf der Opti gefräst. Zum Glück hieß das Mopped nicht Harley-Davidson, dann hätte ich gestreikt. Der BMW Schriftzug ist zum Glück noch "relativ" simpel.
Zuerst habe ich alle geraden Strecken nach Koordinaten gefräst, dann an allen Endpunkten der Schrägen und Radien mit dem Fräser eine "Zentrierbohrung" gesetzt.
Alles in einer Aufspannung - Platte platt auf dem Tisch.
Dann den Teilkopf drauf, auf Spindelmitte
zentriert und die Platte mit dem Fräser und der Zentrierbohrung positioniert
und winkelig ausgerichtet.
Mit dem Teilkopf braucht man dann nur noch (z.B. bei einem "V" des
"W"s jeweils rechts und links den Winkel verstellen und jeweils einmal
die Schenkel des "V"s abfahren.
Bei den Radien wird natürlich der Teilkopf um den Radius aus der Mitte versetzt und mit dem Fräser die Position (Zentrierbohrung) am Radiusanfang genommen.
Das ging nach der ersten Platte recht flott von der Hand, man mußte halt nur drauf achten, daß man beim Radienfräsen nicht mit der Platte irgendwann an die Säule anschlägt - aber das konnte ich ja vorher durch die Nullposition festlegen.
Daß dazu das digital Meßsystem unerlässlich war, brauche ich ja kaum zu erwähnen - ohne das hätte es mit Sicherheit nicht geklappt.

Und hier ist das Ergebnis, sieht doch schon mal nicht schlecht aus, oder?