
In beinahe jeder Werkstatt wird mindestens eine Presse gebraucht, um Lager ein - oder Auszudrücken, kleine Stanzwerkzeuge zu bedienen oder auch einfach nur den Hammer zu ergänzen.
Meist wird dazu eine Drehdorn- oder
Zahnstangenpresse genommen.
Diese gibt es heutzutage schon für wenig Geld in "brauchbarer Chinaqualität"
und für mehr Geld in guter Qualität aus deutschen Landen frisch auf
die Werkbank.
Vorteile bei Drehdornpressen sind meist ein großer Arbeitsbereich (Hub)
und robuste Ausführung. Die Nachteile sind eine fehlende Arbeitswegbegrenzung
und eine verhältnismäßig kleine Kraftübersetzung bei relativ
großem Bauvolumen.
Beispiel: Meine große Klopfer DP3 Drehdornpresse (88Kg Gewicht) erreicht laut Datenblatt eine Presskraft von ca.30000N. Bei einem Übersetzungsverhältnis von ~ 14,3 müßte dafür aber schon jemand mit über 200Kg Gewicht am Hebel hängen. Realistisch wären in diesem Fall eher 11000 bis 15000N. Das ist eine Kraft, die eine kleine Kniehebelpresse wie z.B. eine Gechter 5HKPV im unteren Punkt auch erreicht.
Und damit kommen wir zum Punkt.
Eine kleine Kniehebelpresse kann durch ihr Konstruktionsprinzip verhältnismäßig
hohe Presskräfte erreichen, kann präzise auf einen bestimmten Hub
eingestellt werden und ist dabei nicht mal besonders groß.
Natürlich gibt es auch einen
Nachteil: Durch die Hebelübersetzung ist der Arbeitshub beschränkt.
Allerdings hat sich in meiner praktischen Erfahrung gezeigt, daß die Kombination
von großer Drehdornpresse und kleiner Kniehebelpresse fast unschlagbar
ist.
Und falls es doch mal nicht passt - dann hab ich eben nicht recht gehabt ;-)
Natürlich habe ich auch erst mit dem Gedanken gespielt, mir eine Kniehebelpresse fertig zu kaufen. Allerdings kostet eine Gechter 2,5HKPV, die ich ins Auge gefasst hatte, immer noch rund 450€. Zuviel Geld für meine Hobbykasse, wenn man die Nutzungshäufigkeit in Betracht zieht…
Also habe ich mir ein paar Gedanken über den Selbstbau gemacht.
Zuerst sollte natürlich der Selbstbau mit den üblichen Werkstattmitteln
zu realisieren sein.
Deswegen habe ich mal eine
Liste mit den notwendigen Maschinen und Werkzeugen erstellt, damit man sofort
abschätzen kann, ob sich ein Nachbau lohnt.
Ebenso eine Zuschnittauflistung für das Material.
Viele Späne waren nötig - ingesamt betrug die Bauzeit ca. 20 Stunden nach der Zeichnungserstellung.

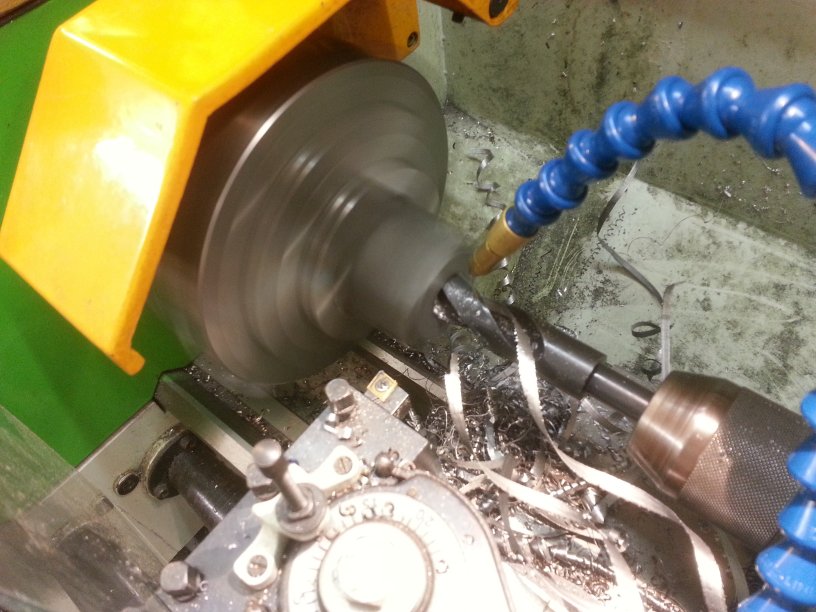
An einigen Bauteilen waren exotische Werkstückspannungen nötig.

Weil kein Platz für ein Bohrfutter war, habe ich den Bohrer mit einer kleinen Hülse in eine Direktspannzange gespannt. damit bekommt man dann auch ein 300mm hohes Teil auf der BF20 bearbeitet.

Für die Druckspindel war es von Vorteil, viele Parallelstücke und Endmaße zu haben.
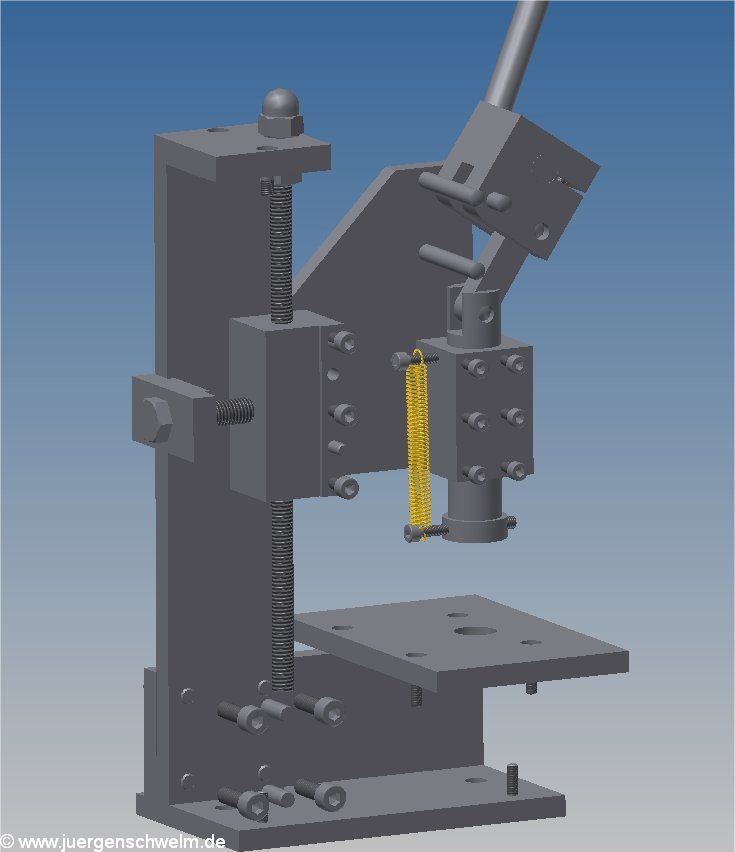
Die linke Hälfte der Presse
ausgeblendet, um den Aufbau zu zeigen.
Und im Downloadbereich kann man die komplette Doku herunterladen.
Viel Spass beim Nachbau - über Rückmeldungen würde ich mich freuen..